
Tento článok je súčasťou množstva materiálov týkajúcich sa závodu INTERSKOL-Alabuga, jedného z mála podnikov na výrobu elektrického náradia a mechanizácie v malom rozsahu v Rusku. Je ešte dôležitejšie, že je to najnovšie výrobné miesto v našej krajine, ktoré bolo uvedené do prevádzky v roku 2014. V budúcnosti sa po spustení všetkých troch plánovaných frontov INTERSKOL-Alabuga stane najväčšou priemyselnou továrňou v Ruskej federácii schopnou vyrobiť až 5 miliónov jednotiek hotových výrobkov ročne, pokrývajúcich približne 25% potrieb domáceho trhu s nástrojmi.
Medzitým budeme hovoriť o prvej etape závodu, ktorá je od jej uvedenia takmer plne funkčná. Výkonný, moderný a high-tech podnik, nepochybne si zaslúži najdôkladnejšie a komplexnejšie štúdium zvnútra i vonku. Vitajte na zajtra s náradím a priemyslom elektrického náradia! 
Všetky materiály:
- "Interskol-Alabuga". Odlievanie kovov, obrábanie a maľovanie.
- "Interskol-Alabuga". Odlievanie plastov, montáž a kontrola kvality.
- "Interskol-Alabuga". Výroba elektromotorov, časť 1.
- "Interskol-Alabuga". Nevýrobná oblasť.
Tento materiál je pokračovaním tohto záznamu.
Nasledujúca výrobná linka premieňa polotovar na plný rotor. Jedná sa o robotický dopravník, na ktorom sú vykonávané desiatky operácií. Najdôležitejšie je, že táto sekcia je podobná zariadeniu vo vnútri závodu, kde pracuje desiatky obrábacích strojov v jednom harmonickom komplexe s minimálnou účasťou človeka: na prijímacej plošine je položený prázdny priestor a po chvíli môžete vyzdvihnúť hotový rotor. 
Polotovary sa pohybujú pozdĺž dopravníka v špeciálnych paletách. Pred začiatkom technologickej operácie manipulátor odstráni obrobok z palety, umiestni ho do inštalácie a potom vráti časť späť na paletu. Obrobok sa presunie na ďalšiu inštaláciu. 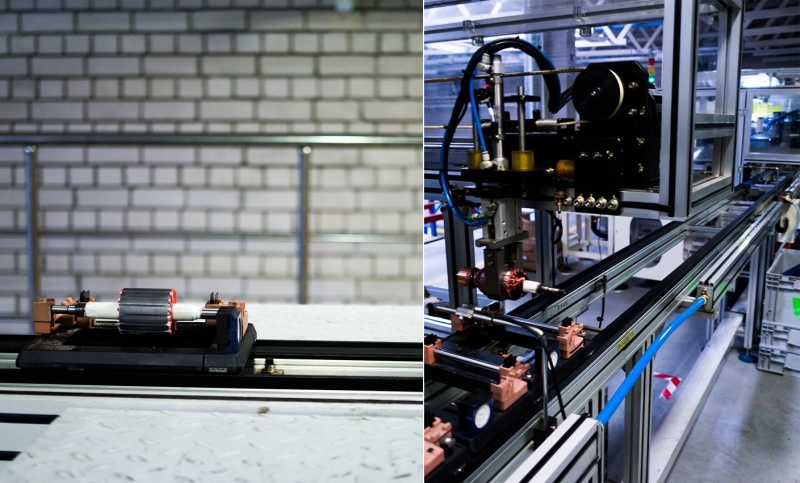
Zvážte niektoré operácie bližšie. Na porovnanie: v tomto materiáli nie sú v chronologickom poradí. Vľavo - bunker pre izolačné podložky, sú jedným z prvých, ktoré majú byť inštalované v smere dopravníka. Vpravo - inštalácia na navíjanie rotora. Je nemožné vyjadriť krásu a eleganciu tohto procesu prostredníctvom fotografie, ale priložené video vám umožní plne oceniť rýchlosť a presnosť navíjacieho stroja. 
https://www.youtube.com/embed/F1CaQbVu_hI
V tomto štádiu sa inštalácia kolektorov uskutočňuje s pripojením lamiel na vinutie (obrázok vpravo). Stlačený vzduch je vedený vlnitou modrou rúrkou na ochladenie bodov spájkovania. 
Ďalšou operáciou je inštalácia ventilátora, ktorý je stlačený na príslušný hrdlo hriadeľa rotora. 
Tieto jednotky sú zodpovedné za izoláciu rotorového obalu, inštaláciu klínu a odstraňovanie kolektorových lamiel. 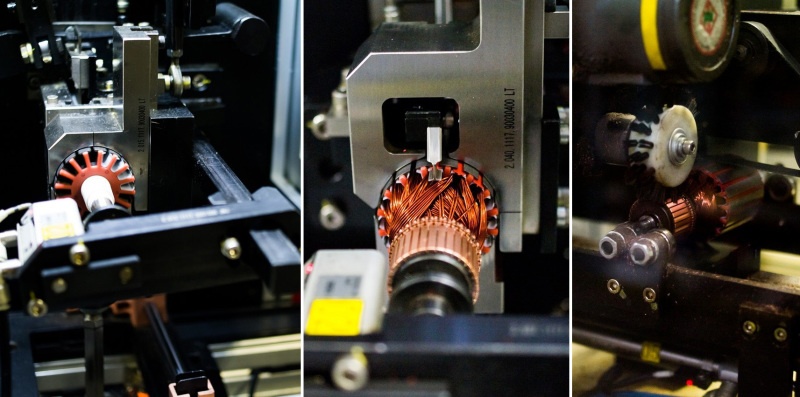
V jednej z komôr sa vykoná laserové značenie, sklo okienka sa tónuje na ochranu videnia operátora. 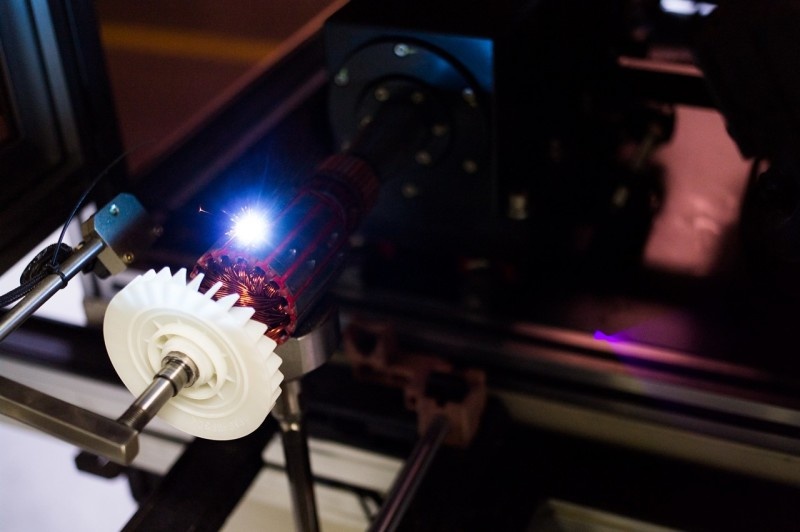
Tu je automatické vyvažovanie rotora. 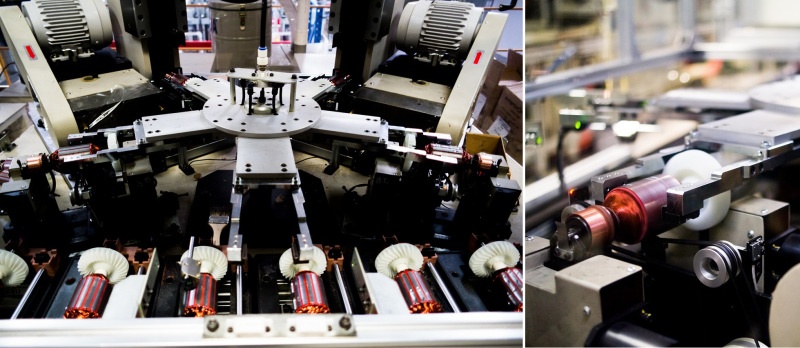
Odkvapkávanie lakom je pomerne znečistený proces, v zariadení je pridelená samostatná zóna. Podrobnosti sa vkladajú do prijímacej komory (fotka vľavo), ďalší postup je automatický (fotografia vpravo je z pracovnej plochy inštalácie). 
Hotové rotory sa dodávajú do zásoby komponentov a odtiaľ do zostavy. Na snímke je zobrazený rotor v časti tabuľky technológov, ktorá kontroluje kvalitu impregnácie. 
stator
Rovnako ako rotor, stator elektrického motora začína so základňou - dial-up balík kovových dosiek. Mimochodom, balenia kotvy a statoru sa robia v jednom kroku vo vysoko presnom vysokorýchlostnom lise, kde sa plech z plameňov dodáva. 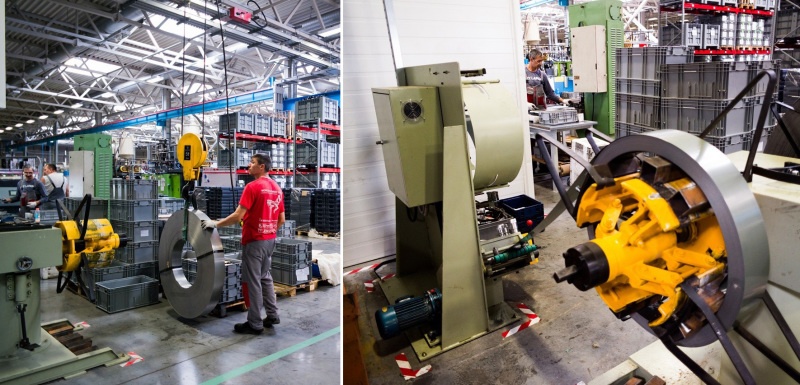
Fotografia ukazuje pracovnú oblasť tohto vysokorýchlostného lisu (až 300 úderov za minútu): výsledkom je, že obsluha dostane hotový balíček statorových dosiek, ktoré môžu byť iba stlačené. 
Balík statora je pripravený na ďalšiu montáž! 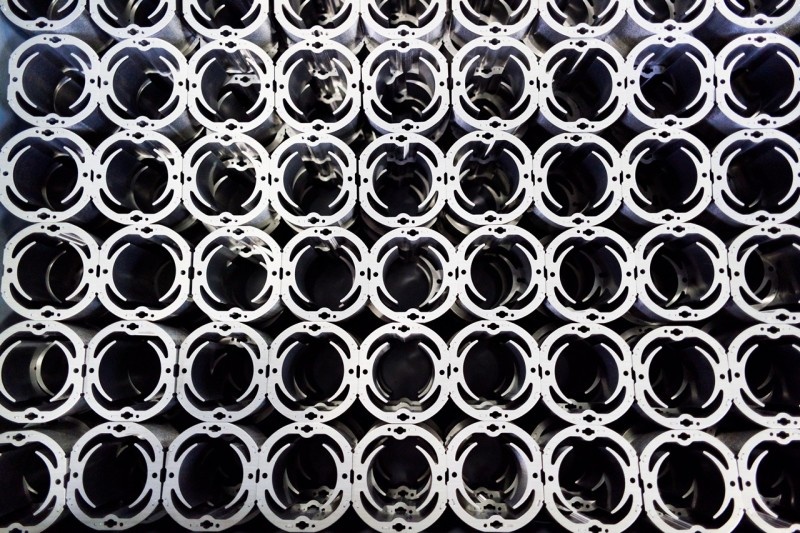
Potom je časť zaslaná na robotický dopravník, kde je stator zostavený a navinutý. Linka je automatizovaná, operátor potrebuje iba načítať komponenty a odstrániť hotový diel elektromotora. 
Jedným z kľúčových procesov je navíjanie smaltového drôtu. Manipulátor prevezme časť z dopravníka a presunie ho do jednej zo staníc automatizovanej linky. Navíjač vykonáva vratné pohyby a jeho hlava sa otáča okolo osi a všetko sa deje veľmi vysokou rýchlosťou. Po ukončení operácie vráti manipulátor časť na dopravník, ktorý sa má poslať na nasledujúce stanice. 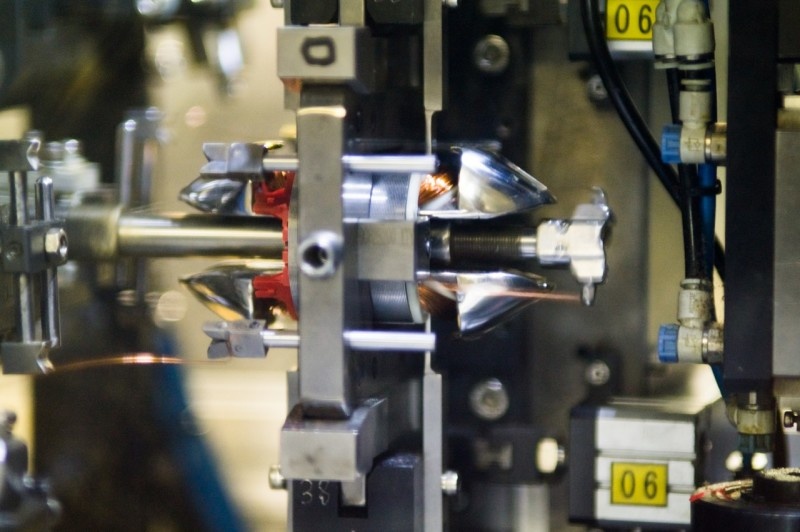
Zostavené statory sú namočené v laku na impregnačnom stroji. Ich nakladanie a vykladanie sa vykonáva ručne operátorom a zvyšok sa robí automaticky: časti sa posúvajú a namočia lakom v metóde drop. 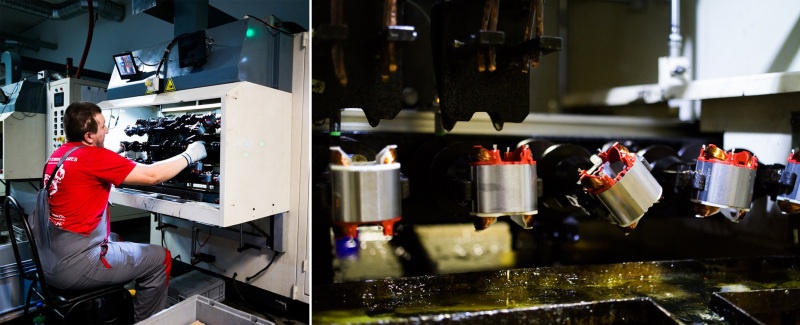
V skutočnosti sa pri výrobe statora vykonávajú iba dve operácie ručne. Prvým z nich je zvlnenie olovených drôtov: sú spojené manuálne, po ktorom je stator tepelne spracovaný, aby sa zmenila izolácia. 
Druhá je rezervácia vinutí. Operátor spojuje svorky statora s inštaláciou, ktorá spúšťa časť do kúpeľa a dodáva napätie. V dôsledku toho sa navíjanie zahreje na 50 až 70 ° C a pod vplyvom teploty sa na ňom vyskytuje spekanie obväzového práškového povlaku. Prebytočný prášok na magnetickom jadre sa ľahko odfúkne prúdom stlačeného vzduchu. 